-
SODICK LINEAR MOTOR TECHNOLOGY
-
How to Succeed with Smart EDM Operation
-
How to tell if your DC Motor Needs Care
-
EDM Tips - How to use electrical discharge machining
-
Repairing Sodick Spare Parts
-
Operation manual for Sodick wire-cut machine Mark 25
Electrical discharge machining (EDM) has long been the answer for high accuracy, demanding machining applications where conventional metal removal is difficult or impossible.
Known by many other names, including spark machining, arc machining and (inaccurately) burning, the EDM process is conceptually very simple: an electrical current passes between an electrode and a workpiece which are separated by a dielectric liquid. The dielectric fluid acts as an electrical insulator unless enough voltage is applied to bring it to its ionization point, when it becomes an electrical conductor. The resulting spark discharge erodes the workpiece to form a desired final shape.

3 Types of EDM Machines
While there are many specialized forms of electrical discharge machining, industrial EDM machines are commonly grouped into three categories:
- Die Sinker or “Ram” EDM
- Wire or “Cheese Cutter” EDM
- Hole Drilling or “Hole Popper” EDM
All three types operate on the same principal of erosion by electrical discharge discovered by Joseph Priestley in 1770, but their history, methods and applications are notably different.
Die Sinker EDM

Like the electric telegraph and the jet engine, die sinker EDM was invented independently and almost simultaneously by more than one person. In 1941, Russian scientists Boris and Natalya Lazarenko were tasked with finding a way to increase the lifespan of tungsten breaker points. In the course of their research, they discovered that they could control the erosion of tungsten electrical contacts by immersing them in a dielectric fluid. By 1943, the Lazarenkos had developed a spark machining process based on this discovery that eventually became known as a resistor-capacitor (R-C) circuit for EDM.
At nearly the same time, an American engineering team—consisting of Harold Stark, Victor Harding and Jack Beaver—was working on a way to remove broken drills and taps. Harding, an electrical engineer, proposed using sparks to erode them away. The idea showed promise, but it wasn’t until water was added as a coolant that this approach became practical. Stark, Harding and Beaver continued to refine their process, which eventually became the basis for the vacuum-tube EDM, which made it possible to increase spark frequency from 60 times per second to well over 1,000.
As it exists today, die sinker EDM is used to create complex cavity shapes in tool and die applications, such as metal stamping dies and plastic injection molds. The die sinker process begins with machining a graphite electrode to form a “positive” of the desired cavity. This electrode is then carefully plunged into the workpiece, causing sparking over its surface as features close the sparking gap—the distance required for sparking.
Wire EDM
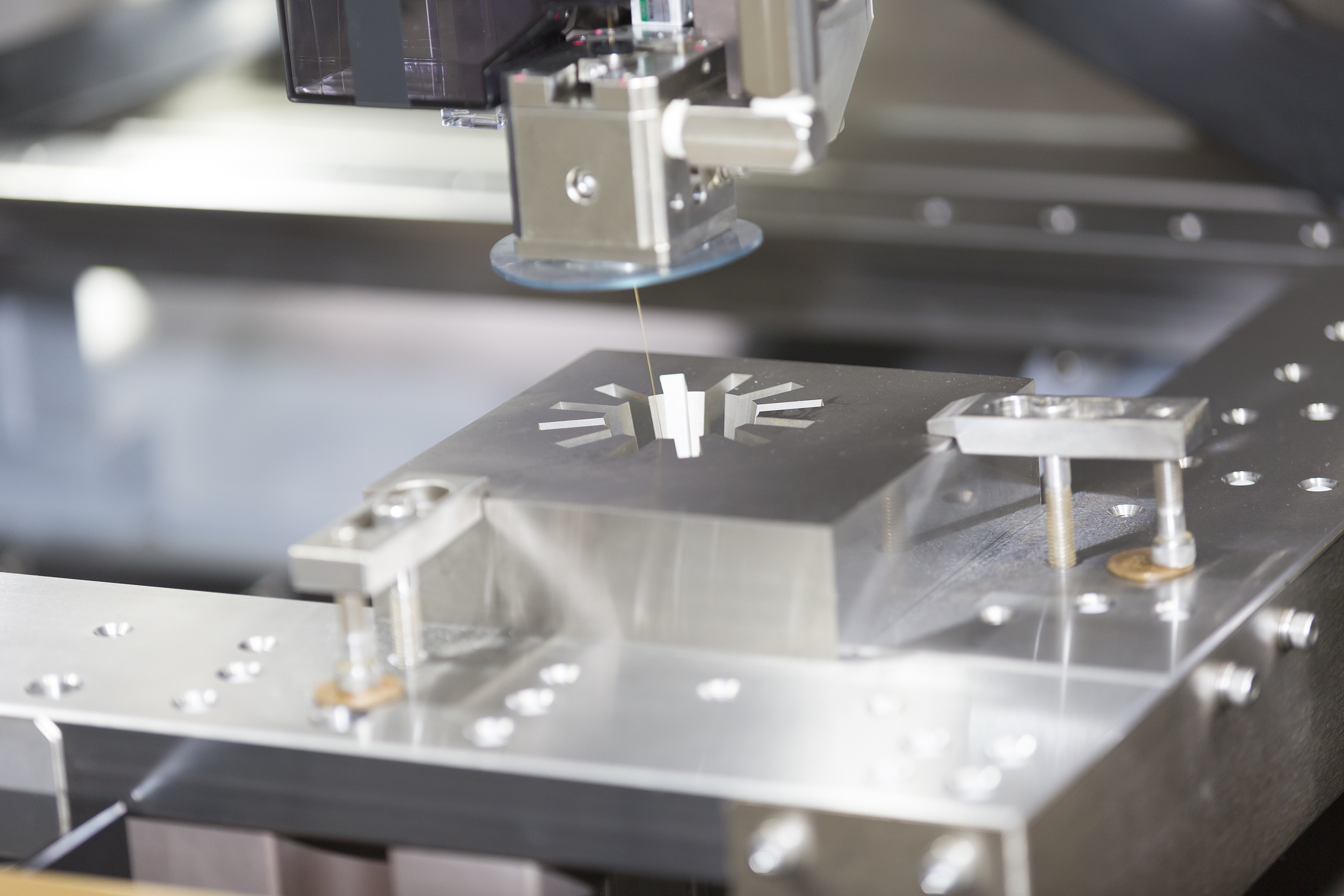
This history of wire EDM is less clear cut than die sinker EDM, but what is known is that it was developed over roughly a decade between the 1960s and 1970s as a new method for making dies from hardened steel. As the name implies, wire EDM uses a thin wire for an electrode. The wire moves in a carefully controlled pattern, roughly analogous to a woodworker’s scroll saw, causing sparking to occur between the wire and the workpiece. Because the electrical discharge erodes by the wire and the workpiece, wire EDM machines use a spool of wire that’s continuously moving to present a fresh discharge path in the cut.
This “cheese cutter” approach to EDM works well, but it has an important limitation: the wire must pass entirely through the workpiece, making an essentially two-dimensional cut in a three-dimensional part. Control of the wire’s movement in an XY plane on modern-day machines is similar to other CNC-driven technologies.
Hole Drilling EDM
- Address: TT2-1 Tu Hiep-Ngu Hiep Auction, Tu Hiep Ward, Thanh tri District, Hanoi City, Vietnam
- Hotline: (+84)86680097
- Email: info@wakanda.vn
