-
Sửa chữa servopack Yaskawa
-
Sửa chữa màn hình công nghiệp
-
Sữa chữa bộ điều khiển động cơ Panasonic_ Servopack Panasonic
-
Sửa chữa động cơ Servo
-
Sửa chữa bo mạch công nghiệp
-
Các lệnh thường dùng trên máy cắt dây Sodick
Cắt dây EDM là phương pháp gia công đặc biệt , khi so sánh với các phương pháp gia công truyền thống như phay, tiện. Do đó, việc nắm rõ các yếu tố ảnh hưởng đến độ chính xác là điều quan trọng của việc vận hành máy.
Sau đây là các yếu tố ảnh hưởng đến độ chính xác của máy cắt dây Sodick khi vận hành.
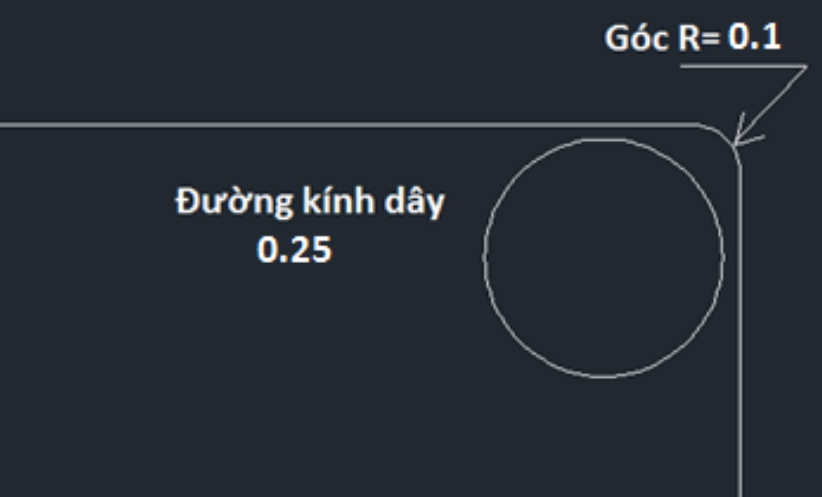
ĐƯỜNG KÍNH DÂY VÀ GUIDE (DẪN HƯỚNG DÂY)
Người vận hành nên suy xét đến đường kính của dây trước khi sử dụng để gia công
chi tiết. Nói chung, đường kính dây càng lớn, thì tốc độ cắt sẽ càng nhanh. Bạn phải
chú ý đến bán kính trong nhỏ nhất trên bản vẽ và sử dụng một đường kính dây có
khả năng gia công được bán kính đó. Ví dụ, Nếu góc bán kính R là 0.1 mm bạn phải
sử dụng dây có đường kính là 0.2 mm hoặc dây có đường kính nhỏ hơn
Sodick đưa ra đường kính dây và Guide (Đầu dẫn hướng dây) tương ứng:
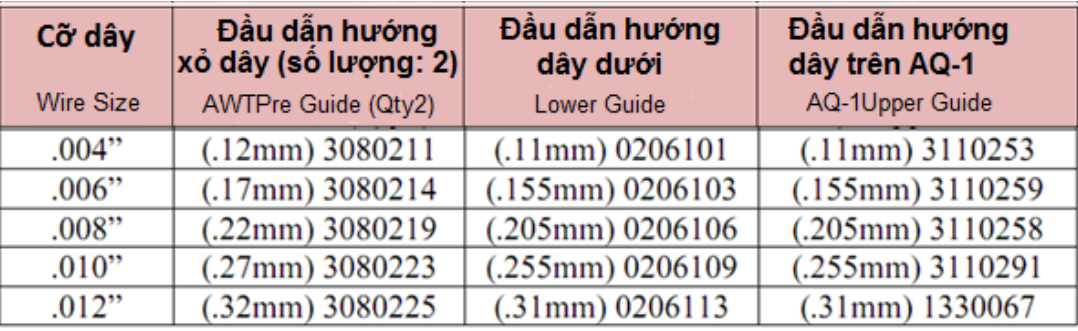
Chú ý:
-Đầu dẫn hướng xỏ dây, đầu dẫn hướng dây trên và đầu dẫn hướng dây
dưới khi lắp vào máy phải tương ứng với đường kính dây dựa vào bảng
trên. Khi thay đổi đường kính dây, bạn phải thay đổi cả 4 đầu dẫn hướng:
Đầu dẫn hướng xỏ dây, đầu dẫn hướng dây trên và đầu dẫn hướng dây
dưới
- Dây đường kính 0.004 in (0.1 mm) yêu cầu phải có mạch (HTP circuit)

Dây đường kính 0.004 in (0.1 mm) yêu cầu phải có mạch (HTP circuit)
Loại dây.
Sodick đã phát triển nguồn cung cấp năng lượng để cắt ở tốc độ và độ chính xác cao
với dây đồng thau (plain brass wire). Dây đồng thau cứng (hard brass wire) làm việc
tốt nhất trong tất cả các điều kiện cắt nói chung, cắt côn lên đến 10 độ và hoạt động
ổn định khi xỏ dây tự động. Sử dụng dây đồng độ cứng trung bình có thể cắt côn từ
11° đến 20°, và dây đồng mềm có thể cắt côn đến 21° hoặc cao hơn. Kích thước lô
cuốn dây khi sử dụng máy là P-5, 11Lb hoặc P-10, 18Lb.
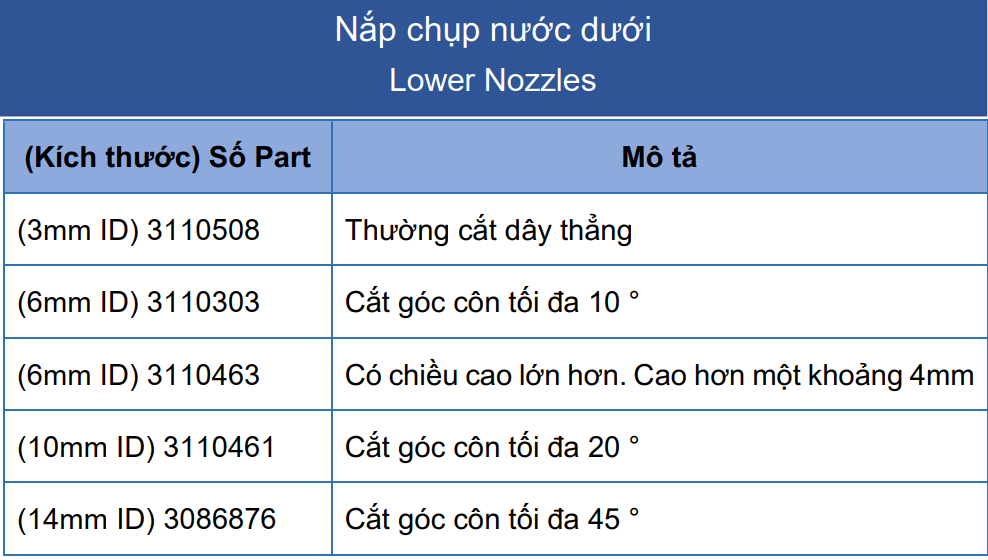
Chế độ phụt nước và nắp chụp nước ( nozzle)
Đây là tia nước bao quanh dây trong quá trình gia công. Nắp chụp nước được đặt lên
đầu dẫn hướng dây trên và đầu dẫn hướng dây dưới. Nắp chụp trên được gắn vào
đầu trên của máy, nắp chụp dưới ở vị trí đầu máy dưới và cách bề mặt bàn máy một
khoảng 0.1 mm. Khi gia công, đặt vị trí trục Z để nắp chụp trên cách bề mặt phôi một
khoảng 0.1 mm - 0.15 mm. Đây được coi là chế độ phụt hoàn hảo
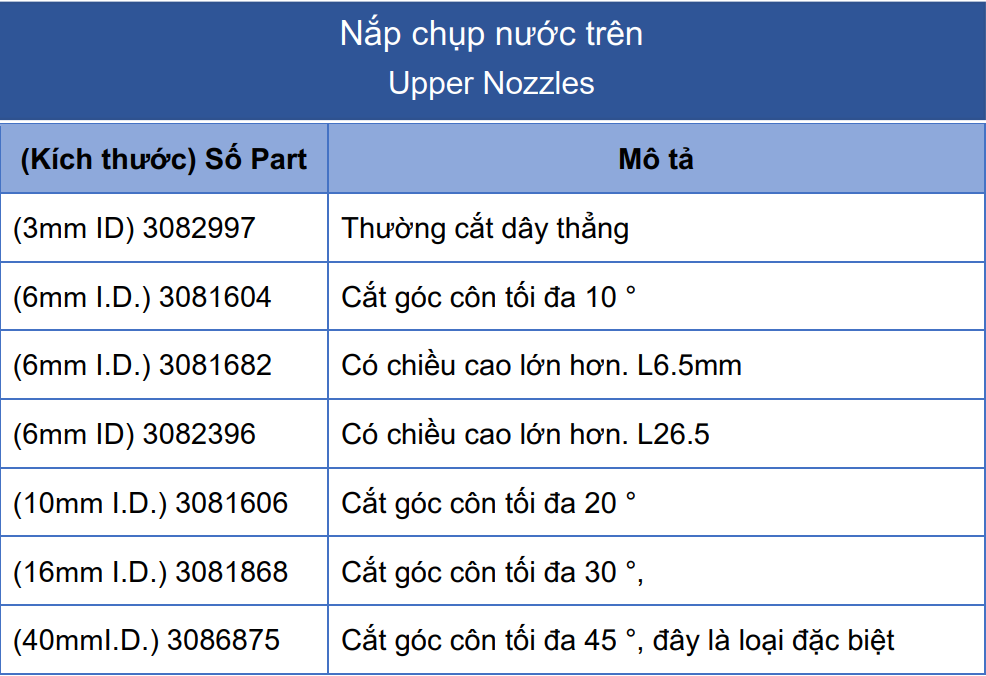
Một số nắp chụp nước có kích thước khác nhau. Nắp chụp nước tiêu chuẩn là 6 mm
I.D. (đường kính trong) và có thể được sử dụng để cắt một góc côn tối đa là 10 °. Nắp
chụp nước 10mm I.D. (đường kính ngoài) là cho góc côn lên đến 20 °

Chế độ phụt (Flushing) là một trong những yếu tố quan trọng góp phần vào quá trình
gia công EDM. Điều này là do các phoi dạng hạt nhỏ được tạo ra bởi quá trình gia
công phải được loại bỏ khỏi khe hở phóng điện, nếu không sự đốt cháy của những
hạt này sẽ xảy ra và tính chất cách điện của điện môi sẽ bị khử, kết quả tạo thành quá
trình gia công không ổn định. Bạn sẽ thấy rằng chế độ phụt càng tốt, tốc độ cắt sẽ
càng nhanh và ổn định, trường hợp đứt dây sẽ giảm. Khi cắt thô, bạn để chế độ high
flushing pressure (code T84) để loại bỏ phoi. Khi cắt tinh, bạn để chế độ low
flushing pressure (code T85) để ngăn ngừa áp lực của nước làm lệch, rung dây.

Khi dây tiến vào cắt 1 góc cạnh của phôi, lưu lượng phụt bị phân tán bởi bề mặt cạnh
của phôi đó. Khi dây không được vật liệu phôi bao quanh trên cả hai mặt dây một
khoảng 6 mm, thì chế độ phụt sẽ không được hoàn hảo và quá trình cắt xảy ra không
ổn định. Do đó, năng lượng điện phải được giảm.
Có 2 kích cỡ của các nozzle mà đi kèm với máy mới.
Đối với cắt côn lên đến 10 ° sử dụng I.D. 6mm nozzle (tiêu chuẩn).
Đối với cắt côn lên đến 20 ° sử dụng I.D. 10 mm nozzle.
Khi bạn đã có nắp chụp nước thích hợp cho góc côn bạn muốn cắt. Bạn nên chạy
DRY trước khi gia công để đảm bảo dây không chạm được vào cạnh trong của nắp
chụp. Nếu dây chạm vào cạnh trong, bạn nên thay thế một nắp chụp nước khác với
I.D. lớn hơn.
Điện trở nước ảnh hưởng đến quá trình gia công EDM. Nước được sử dụng như là
một chất điện môi, có nghĩa là nước là một chất cách điện. Tuy nhiên, trong thực tế
thì khó có thể có loại nước như vậy. Do đó, việc sử dụng bình chứa deionization (DI)
nối với bể nước để loại bỏ các ion tích điện trong nước, làm tăng điện trở suất của
nước và duy trì một điện trở suất ổn định.
Điện trở suất của nước cao cho phép tập trung phóng điện, máy sẽ cắt nhanh hơn,
ổn định và cũng giảm lượng gỉ sét của phôi. Điện trở suất nước thấp làm tia lửa điện
phóng ra ngoài khỏi vùng cắt, làm chậm quá trình cắt. Nó cũng có thể gây gỉ trên phôi.
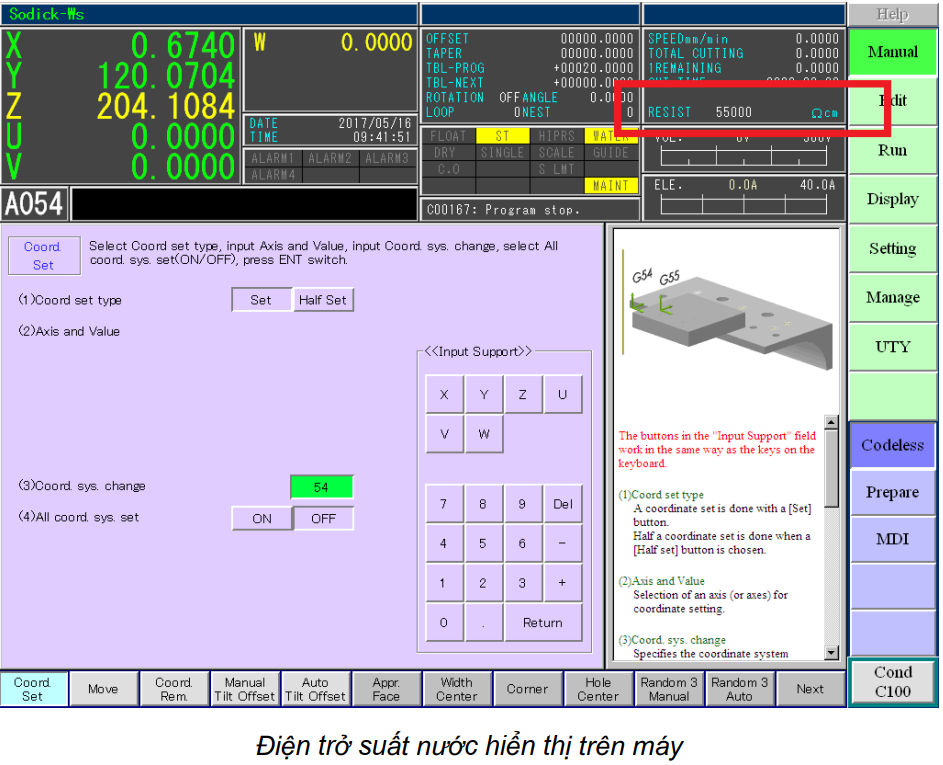
Đây là lý do tại sao cần thiết để giám sát điện trở suất hàng ngày. Các thiết lập bình
thường đối với điện trở suất của nước là 55000 ohm đến 65000 ohm.cm. Khi bình DI
không thể duy trì mức điện trở suất của 55000 hoặc cao hơn, nó phải được thay thế
nhựa deionization mới.
Làm sạch cảm biến điện trở nước trong bể chứa để có máy đưa ra kết quả
đúng.
• Thiết lập giá trị giới hạn điện trở nước trong Setting / USER 2.
• Tùy chọn Super PIKA yêu cầu setting cao hơn.
............................................................................................................................................
Wakanda chuyên cung cấp phụ kiện chính hãng cho máy cắt dây và máy xung
Hãy liên lạc ngay với chúng tôi để được phục vụ.
Hotline: 0866800097, email: info@wakanda.vn
- Địa chỉ: TT2-1 khu đấu giá quyền sử dụng đất Tứ Hiệp, Ngũ Hiệp, xã Tứ Hiệp, huyện Thanh Trì thành phố Hà Nội, Việt Nam.
- Hotline: 0866800097
- Email: info@wakanda.vn
-
Kết nối chúng tôi

